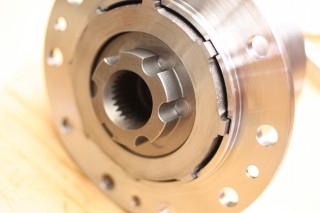
ピニオンロックナット(コンパニオンフランジナット)の締め付けは、ナントカNmでOKという単純なものではなく、 ピニオンギアを支える大小ベアリングのプリロードを考慮する必要があります。
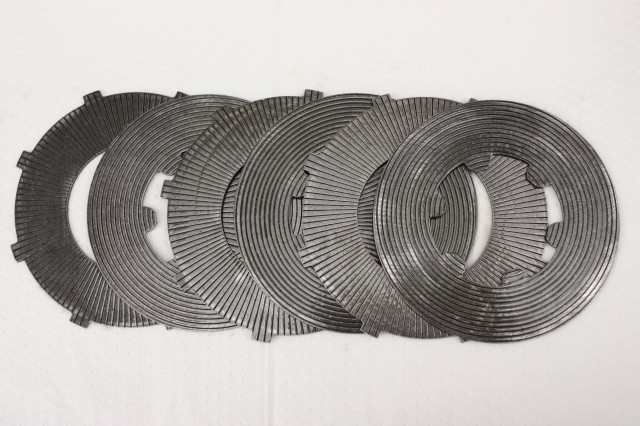
ナットの締め付けに対し、逆方向に突っ張るのがディスタンスピースという部品で、 テーパ形状のベアリングレースとベアリングに適切なプリロードをかける働きがあります。
ベアリングへのプリロードは、コンパニオンフランジのナットの締め付け具合で調整し、ピニオンギアを回転させ摺動抵抗を測り確認します。
【ドライブ・ピニオン・ベアリング・プリロード】(整備書抜粋)
ロックナットを
128~284Nm (13~29kgf・m)
にて締め付けた時、
0.9~1.3Nm (9~14kgf・cm)
※オイルシール無し
【ロックナット締め付けトルク】
117~176Nm
ナニが難しいって、ディスタンスピースが締め付けトルクを吸収する構造になっているところで、 仮に120Nmで締め付けた後ロックナットを緩め、改めて同じトルクで締め付けると、 先ほどの締め付けで縮んだディスタンスピースをまた0Nmから120Nmかけて縮める事になりますよね?
なので、大事なのはベアリングプリロードを満足させる締め付けナットの位置ではないかと。
トルクレンチで締めてみて初めてわかったのですが、少しづつトルクを増やして締め付けていっても、 それはディスタンスピースを縮めるトルクであって、プリロードを再現する数値ではない感じがします。
要はナットの締め付けトルクは「成り行き」って事ですね。
また、ピニオンプリロードが出ないからと、より高い締め付けトルクをかけていけば、ベアリングを破損させる可能性がありますし、 どんな方法がベストなのか非常に悩ましいところ。
というわけでいろいろ確かめてみる。
1.ディスタンスピース単品のつぶれ
ケースには入れず、 ピニオン単品にベアリングやフランジを組む。
ロックナットを徐々に締め付けていくと、120Nm辺りからトルクが逃げていく感触があったので、 ディスタンスピースのつぶれるトルクはココでしょう。(個体差はあるかも知れない)
以降、120Nmからトルクが上がらないままどんどん締め付け角度は増えていき、ディスタンスピースは潰れていきます。
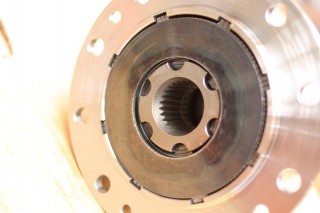
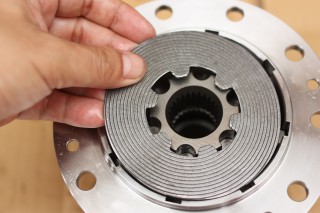
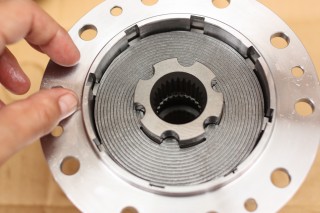
2. ディスタンスピースを抜いて締め付け
ロックナットを30Nm位で締め付けただけで、 コンパニオンフランジはほぼロック状態になった。
ということは、ロックナットの締め付けトルクは、ディスタンスピースあっての数値ってことですね。
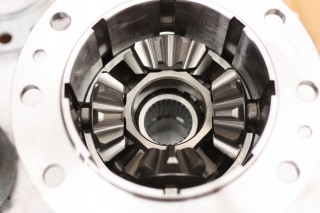
3.NB2デフ各測定値(ユーズド)
・ピニオンハイト (ベアリングキャップ平面~ピニオン上面)
63.93mm(9.95角アルミ棒含む)
・ピニオンスペーサー
3.35mm(シックネスゲージ実測)
・ロックナットゆるみトルク
170Nm
・ベアリングプリロード
2.5kgf・cm(オイルシール付き)
・ピニオン先端~ロックナット上端(締め付け後)
3.95mm
・ピニオンスプライン端面~ディスタンスピース上面
56.3mm
・ディスタンスピース単品高さ
47.8mm

4.まとめ
ロックナットの締め付けトルクは「成り行き」なので、プレート型トルクレンチは必要。
締め付け前にディスタンスピース無しで組み、ロックナットを締め付けて、プリロードが厳しいところで止める。
で、ロックナットとピニオン先端(ネジ側)の高さをあらかじめ控えておけば、締め付け過多によるベアリング破損は防げる。
また、このタイミングでピニオンハイトも確認しておく。
結論として、感覚的なところが大きく、「こんなもんだろう」という世界のようですね。
新品のディスタンスピースを締めつける場合(自分用メモ)
最初のうちナイロンの抵抗でナット(ソケットサイズ26)はスルスルと入って行かないが、普通サイズのソケットレンチで締まる。
ナット側のベアリングがディスタンスピースに当ると、普通のレンチではそれ以上回らなくなるので、MAX280Nmのプレート型トルクレンチに交換。
まだこの時点でベアリングにプリロードはかかっていないので、コンパニオンフランジは上下に5mm程動く。(取り外したディスタンスピースと比較すると、新品は約5mm程高さがある)
ココからナットを少しずつ締める → ダイヤルゲージで上下のガタを確認する をダイヤルゲージの振れが無くなるまで繰り返す。
ディスタンスピースをつぶすのに、150Nm程のトルクがかかっていた。
振れ「0」からは回転抵抗を確認しつつ、少しずつトルクレンチで締めていって「ソコソコ」の抵抗になれば作業終了。
ベアリングのバックラッシュが「0」になれば、必要以上のプリロードは不要。
回転トルクが高くなるポイントは、ベアリングロック付近なので追い込むのは危険だと思う。
上下のガタが無くなってから今回は45度程締めつけて終了。
以上の手順でマニュアル値(0.9~1.3Nm)辺りのトルク値になっているかと。
ただし、マニュアル値はオイルシール無しの記述があったので、これよりトルクが少しくらい高くても大丈夫だと思う。
・ピニオン先端~ロックナット上端(分解前)